À la chasse aux Mura…


Comment traiter un problème coriace ? Ou améliorer un processus pourtant déjà performant, sous la pression de clients, d’actionnaires ou de collaborateurs exigeants ? Partir à la chasse aux causes racines, avec d’autres armes qu’un doigt mouillé dans le vent ?
Peut-être, sans doute même, avez-vous tenté de terrasser la bête, à coups de Méthodes de Résolution de Problèmes, de principes issus du Lean, ou encore d’outils qualité tels que les AMDEC. Vous avez éventuellement – ne soyez pas modeste – obtenu un certain succès : la bête marque le pas. Mais elle trotte encore, se rappelant à votre bon ( ? ) souvenir, à la faveur ( ? ) de la réclamation d’un client important, au détour d’un indicateur pas vraiment au beau fixe, ou encore suite à la remarque agacée de votre n+k s’étonnant de la résilience dudit problème.
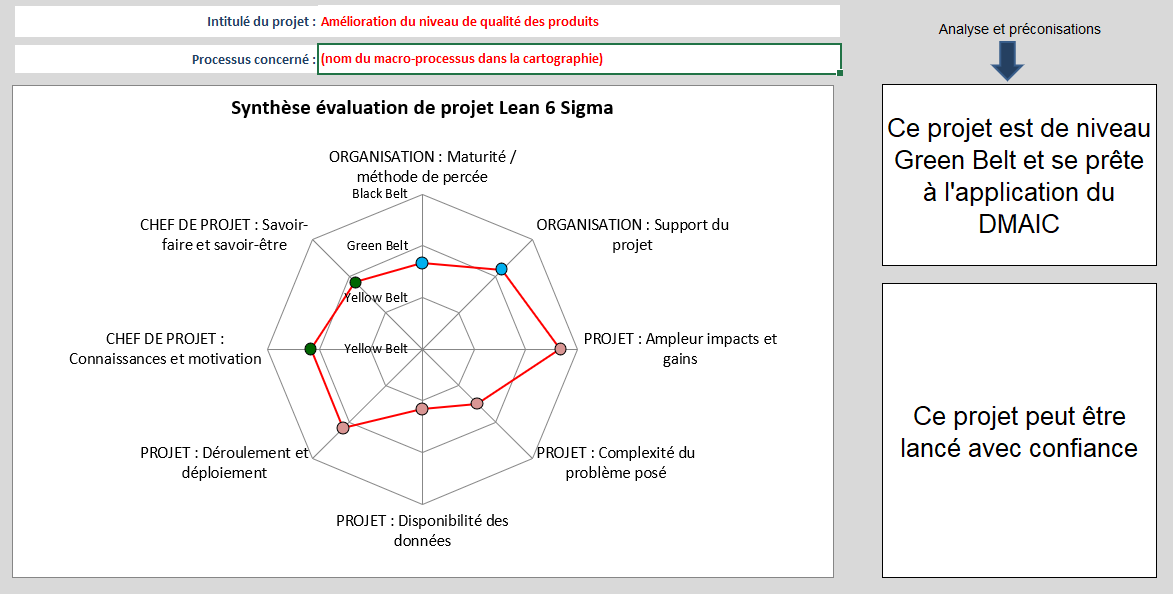
À gibier ou objectif exceptionnel, nouvelle approche ! Ainsi, un examen rapide de la situation (grâce à un outil d’évaluation dédié), vous convaincra peut-être de l’intérêt, voire de la nécessité, d’un projet Lean Six Sigma, vous en indiquera le niveau de complexité (Yellow, Green ou Black), ainsi que les forces et faiblesses.
Vous voici donc conscient – pour paraphraser un illustre physicien – que ce n’est pas en utilisant les mêmes outils et concepts que d’habitude, que vous obtiendrez un résultat différent ; vous aviez déjà compris que l’union fait la force : ce sera donc une battue et non une traque solitaire. Elle sera préparée, organisée, son déroulement suivi – comme tout projet. Et enfin, elle mettra en lumière les empreintes et indices [les faits, les données] – au moyen de graphiques et de statistiques – pour, in fine, nous conduire à la tanière de la bête [les causes premières avérées], de sorte à en limiter les nuisances ; car bien sûr, il s’agit d’un parcours No Kill...
C’est un gibier un peu particulier que nous allons traquer : les variations. Pourquoi ? Parce qu’un défaut, une insatisfaction, n’est jamais que la variation excessive d’une caractéristique importante du produit ou du service. Les Mura (variations, en japonais) sont une espèce dont les nuisances furent découvertes aux Etats Unis il y a presque un siècle par Walter Shewhart, qui en identifia 2 familles : celles qui sont dues aux causes dites « communes », et celles -plus rares- dues aux causes « spéciales ».
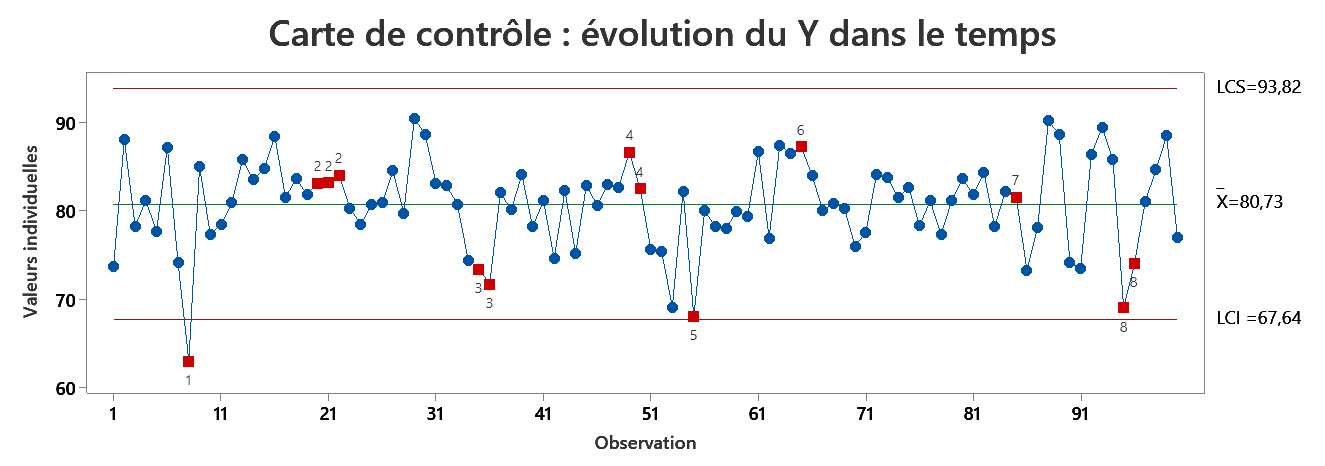
Ces causes spéciales, d’un caractère imprévisible, sont faciles à observer, à l’aide de Cartes de Contrôle ; leur effet sur le processus est manifeste : valeurs atypiques, dérives, cycles, décalages… En voici quelques exemples, marqués en rouge ci-dessous. Vous en viendrez à bout en utilisant les classiques méthodes de résolution de problème (MRP) : diagramme cause-effets, 5 Pourquoi, ….
Les causes communes de variation, quant à elles, bien que fréquentes, s’avèrent plus difficiles à débusquer : toujours présentes, mais sans effet spectaculaire, elles font partie de notre quotidien à tel point qu’on ne les remarque plus vraiment : ce sont les points bleus du graphique. Et pourtant ! Pour vous, qui voulez offrir l’excellence à vos partenaires, la question ne se pose plus : il va bien falloir en réduire les nuisances... C’est ici que le Lean Six Sigma s’avère être l’arme idéale, car il va permettre d’établir des corrélations entre un résultat ( le « Y » ), dont les variations irritent, et les causes potentielles (les Xi) qu’il s’agira ensuite de piloter.
La première étape consistera à bien identifier l’ennemi – entendez : les variations. Bien souvent, elles s’apparentent au Yéti : vous ne disposez que d’une vague description ; certains experts process, interrogés sur l’ampleur du phénomène, ont été jusqu’à vous confier que « ça dépend », ou n’ont pu que vous raconter l’une de ses récentes apparitions… Si, muni de ce seul portrait-robot, vous espérez réussir, c’est que l’optimisme ne vous fait pas défaut. Pour aller plus loin, vous allez chercher de l’aide auprès des statistiques descriptives, avec pour objectif de bien connaître le Y :
- Comment évolue-t-il dans le temps ? est-il stable ? et si non, quelles pourraient en être les causes ?
- Comment se distribuent les données ? Quelle est leur valeur centrale (moyenne ou médiane) ? Sont-elles homogènes ou dispersées (étendue, écart-type) ? Comment se répartissent-elles (loi Normale, ou autre) ?
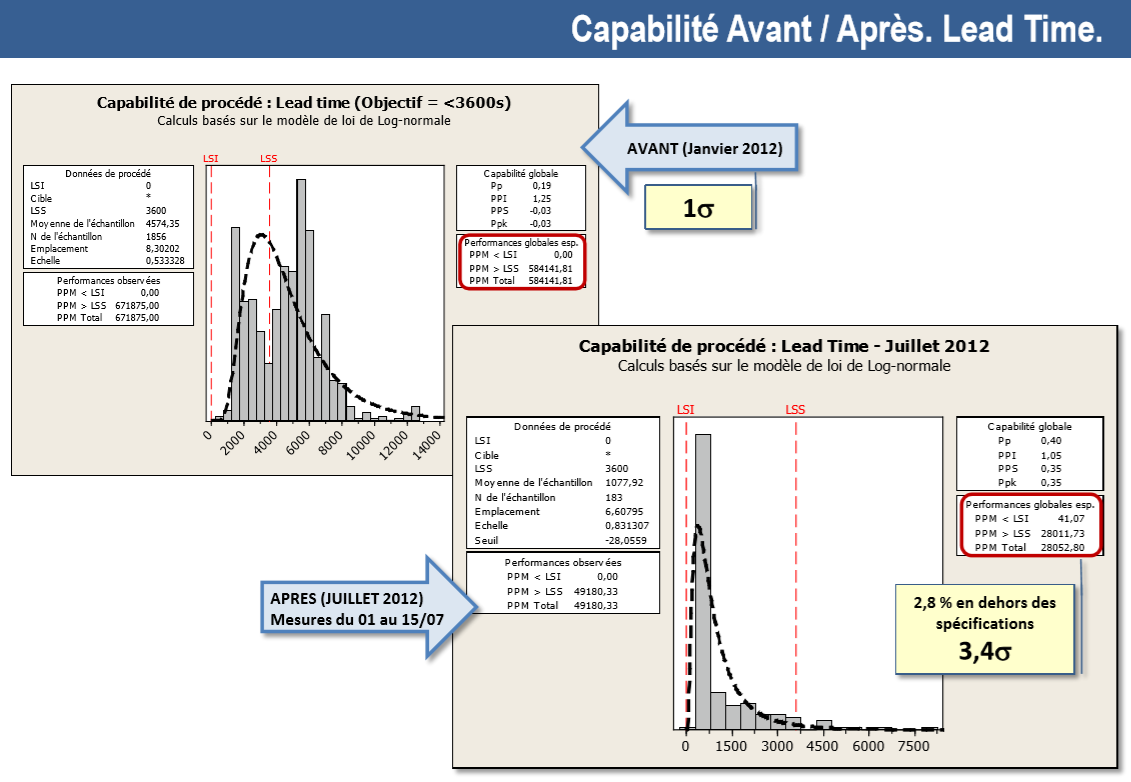
- Et enfin, dans quelle mesure sont-elles conformes aux attentes, aux spécifications (indices de capabilité) ?
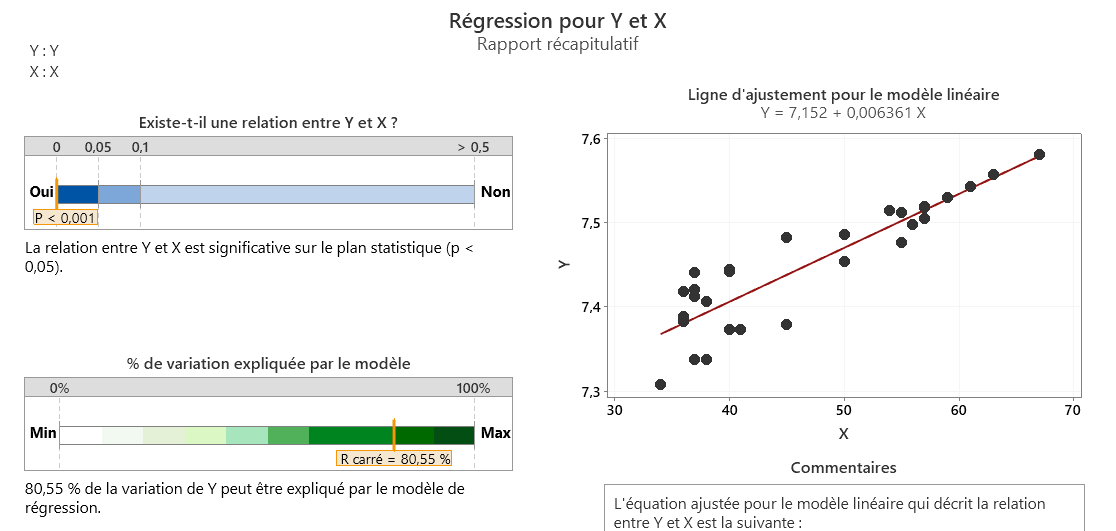
Ennemi identifié ? Bravo ! Maintenant, il s’agit de découvrir les Xi – ce qui fait varier le Y : vos compagnons de battue vont vous aider à imaginer ce qu’ils pourraient bien être (brainstorming, …), puis à les observer (campagne de mesures), pour ensuite démontrer que certains sont bel et bien corrélés au Y (statistiques d’inférence : tests d’hypothèses, régressions,…). L’hallali – la remontée aux causes racines – se fera grâce aux outils classiques comme le 5 Pourquoi ; vous avez bien fait de prendre votre dague, finalement.
Dernière étape : amener les Xi critiques à leur valeur optimale, vérifier que l’impact sur le Y est bien au rendez-vous, et enfin faire en sorte que ces diables de Xi ne quittent plus leur terrier (poka yoke, management visuel, AIC, cartes de contrôle…).
Tout cela – et bien plus – vous le découvrirez plus en détail en visionnant le replay de la web-conférence animée par ma collègue Sylvie GALLO : vous y verrez notamment plus précisément que les outils du Six Sigma sont un complément naturel de ceux du Lean, destinés à vous permettre d’aller plus loin encore dans la voie de l’amélioration de vos procédés.








